
|
|
|
|
|
|
|
 |
|
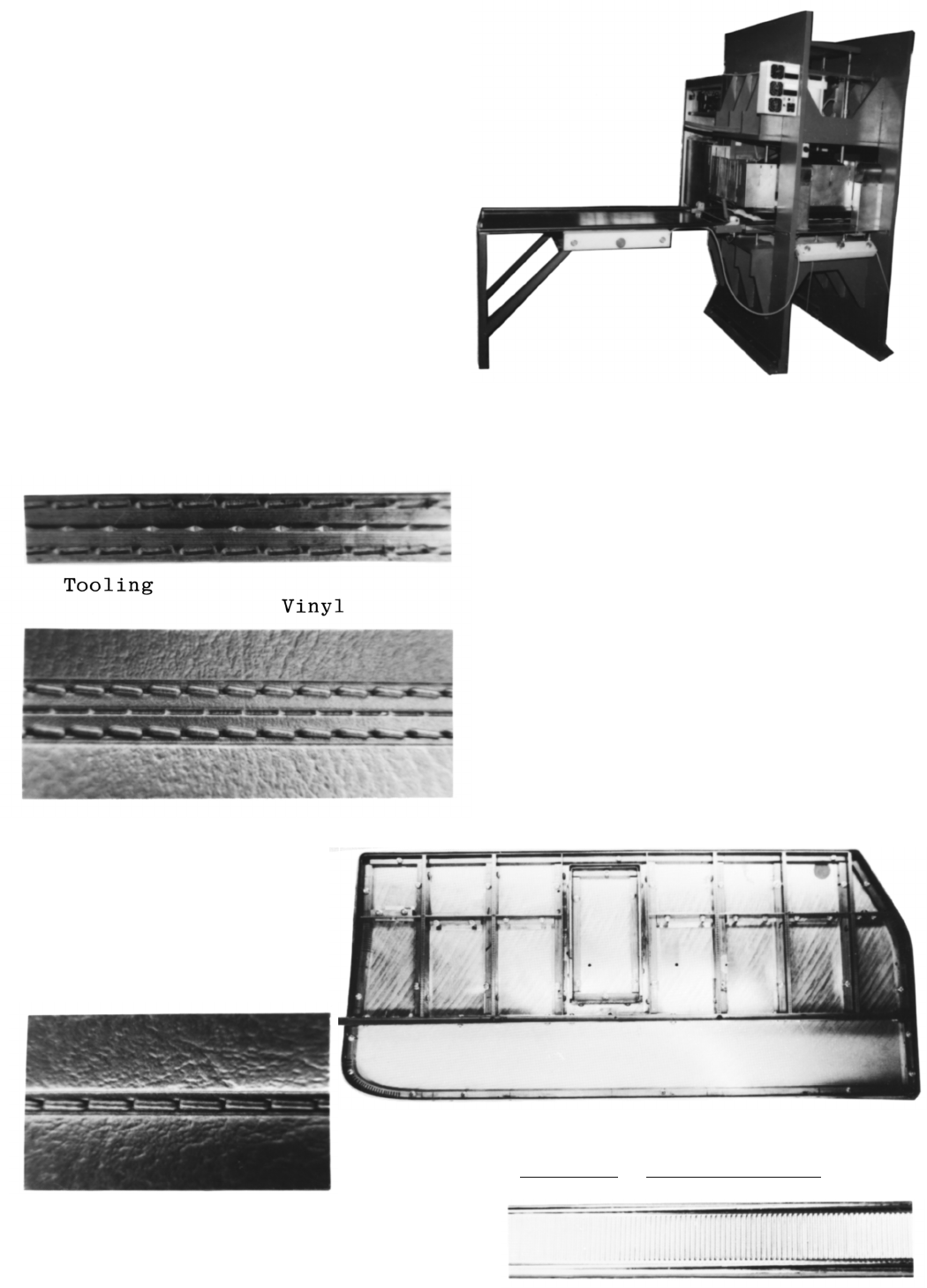 i WARNING: Products on this page can expose you to a chemical, which is known to the St ate of California to cause cancer or reproductive harm. **For more information go to www.P65Warnings.ca.gov** 261C VINYL EMBOSSER We thought you might be interested in our dielectric embosser which gives us complete control over all our upholstery and door panels and allows us to seal them right to the cardboard like the factory. This machine is 8 feet tall and capable of up to 30 tons pressure with no distortion (critical for good even door panels). It was custom made to our specs for our specific Corvair needs. It requires 2 electrical circuits – a small one of 208V 20 amps – 3 phase and the BIG ONE of 208V – 150 amps – 3 phase (for those of you unfamiliar with 3 phase that is equal to 208V – 450 amps single phase! ...and if that still doesn't mean much, it is enough for 2-3 average size all electric homes!). I don't totally understand the mechanics behind this machine but in gen eral it produces radio waves (similar to a microwave oven), these oscillate rapidly back and forth between the flat pressure plate and the brass rule of the tooling. In so doing, it "excites" the vinyl and filler and they in turn heat up just to the point that they "melt" and then take the "set" of the tooling pushing against them. In the case of the 1966 stitched rule below, the vinyl must flow into each small engraving to give the correct detail. The production sequence is quite simple, we can either mount the tooling to the flat pressure plate or put it on the shuttle, pile the correct material on top of it and roll the shuttle under the pressure plate. It goes basically like this: 1) Put tooling on the shuttle and load with vinyl and filler (and board for door panel). 2) Push under the machine and push starting buttons. 3) Machine puts pressure to force out any air (about 5 seconds). 4) Radio waves activate for 2-4 seconds and turn off. 5) Machine keeps pressure down for 4-8 seconds until material solidifies. 6) Remove finished product. TOOLING All our tooling is brass (considered to give the best results). Each brass bar is attached to a 1/4" machined aluminum "jig plate" and spacing and height are checked +/- .003". It took nearly 240 feet of custom made single stitched bar for the 1965, while the triple stitch for the 1966 cost $30.00 a foot and took 4 months to finish. Each detail has to be actually engraved into the brass. We currently have at least 70 different toolings to make alI the various upholstery and door panels. The tooling below is for the 1966 drivers side door. Our biggest challenges have been the 1966 stitching, the 1962 door panel mylar and the 1968-69 upholstery. We take great pride in all our upholstery items, have complete control over its production, and guarantee that you will be satisfied and have the best that is available. CHROME MYLAR The 1961, 1962, and 1964 door panels had "chrome mylar" embossed onto the door panels. Our door panels DO COME WITH the chrome mylar embossed on. Below is a section of the 1961 mylar. 1965 SINGLE STITCH – about 3 times life size. The edges are slightly out of focus due to the close-up lens. 
|
|
Search In Corvair Catalog Content
|
| CLARKS- MORE THAN PARTS. |
|
|
|
What's New |
Clark's History |
Corvair History |
Contact Us |
Customer Service |
Technical Service |
Change of Address
Order Catalog | Catalog Indexes | Technical Tips | Corvair Power | Engine Worksheet | Interior Worksheet | Parts We Buy | Cars, Buy or Sell Order Forms: Parts | Gift Certificates | Ordering Policies | Shipping Charges |
|
|
 Copyright © 1978, 2022 Clark's Corvair Parts, Inc., "Clark's Corvair Parts" and the "Corvair Map" are registered service marks of Clark's Corvair Parts, Inc. 400 Mohawk Trail Shelburne Falls, MA 01370 USA All rights reserved. Main Office Phone: 413.625.9776 Fax: 413.625.8498 |
 Prev
Prev 